
Sample Dilution System
At some sites with high humidity and/or high concentrations of aerosol, a dilution system is used to lower humidity and/or aerosol concentrations to prevent damage to instruments by water condensation or particle deposition.
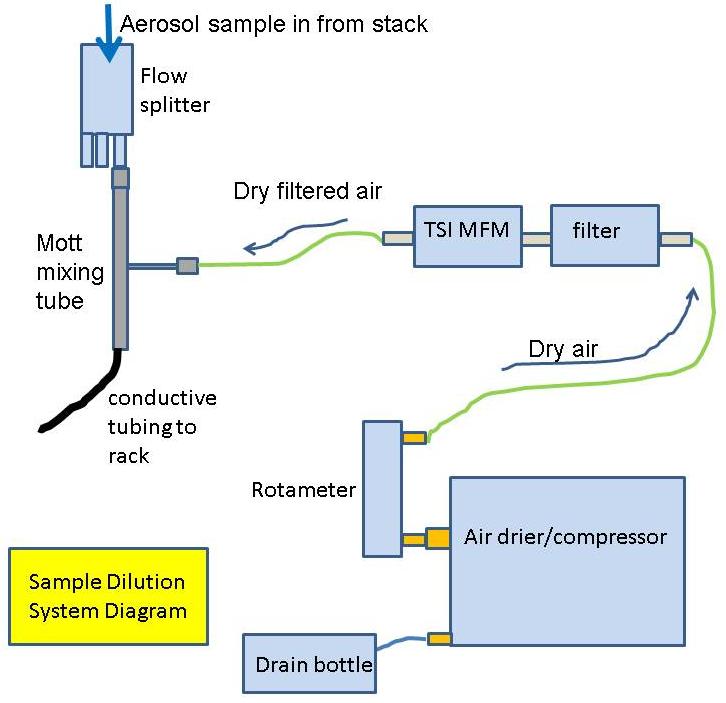 Sample Dilution System Diagram
Sample Dilution System Diagram
The sample dilution system mixes filtered, particle-free air that is has been dried to a low RH with the sample air. The primary benefit of this system is to reduce the relative humidity in environments with very high ambient dew points and to reduce the aerosol concentration to within the instrument measurement range for highly polluted or dusty atmospheres. In relatively clean environments you run the risk of lowering the signal level close to the instrument detection limit and reducing the signal quality. The dilution dryer is not recommended for environments with low aerosol loading. Another caveat of the system is that ample mixing time is needed to adequately mix the dilution and sample air. At an airflow of 30 lpm and 0.75” ID tubing the recommended length of tubing for mixing is 6-8 ft. At this length of sample tubing you run the risk of gravitational particle losses in the sample line. Care need be taken to minimize the horizontal component of the sample line. The sample-mixing device is a commercial unit fabricated by Mott Corporation, http://www.mottcorp.com/products/oem/inertial-gas-sampling/oem_igs_7610.cfm, model number 7610. This should be placed at the outlet of the flow splitter at the bottom of the aerosol stack inlet. Dry, particle-free air is produced by an air compressor/membrane dryer system produced by Twin Tower Engineering, http://www.airdryers.com. The part numbers are SWC-M15-100 for the membrane dryer and A-065 for the compressor/flow regulator system. The ratio of the dilution to total flow will depend on the desired dilution and sample RH.